
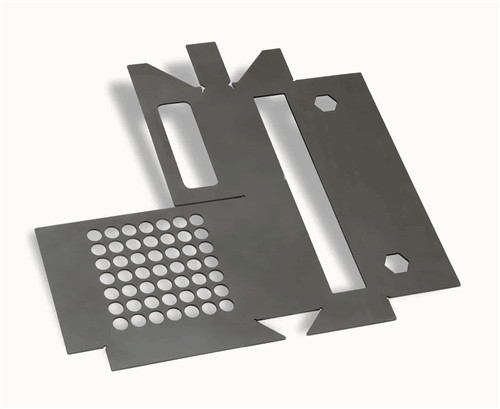



2.數(shù)控/轉(zhuǎn)塔)沖床

一臺(tái)數(shù)控沖床中包含多套特殊要求的沖頭,可以一次加工出一些特定的鈑金工件,.常見的就是四川機(jī)箱機(jī)柜加工工作,他們要求的加工工藝首要是直線、方孔、圓孔之類的切開,圖畫相對(duì)簡(jiǎn)略固定。他們首要面臨的是2mm以下的碳鋼板,幅面一般在2.5m×1.25m。厚度在1.5mm以上的不銹鋼因?yàn)橘|(zhì)料粘度太大比較費(fèi)模具,一般是不運(yùn)用沖床的。其利益是消耗工時(shí)短,效率高,對(duì)簡(jiǎn)略圖形和薄板加工速度快,缺點(diǎn)是沖厚鋼板時(shí)能力有限,即便能沖也是工件外表有塌陷,費(fèi)模具,模具開發(fā)周期長(zhǎng),費(fèi)用高,柔性化程度不夠高。四川鑫鑄主動(dòng)化設(shè)備有限公司會(huì)一向?yàn)橥七M(jìn)四川激光切割打開而不斷竭力。

Copyright © 四川鑫鑄自動(dòng)化設(shè)備有限公司 版權(quán)所有 備案號(hào):蜀ICP備2021006604號(hào)-1 網(wǎng)站地圖 RSS XML 城市分站: 四川 成都 技術(shù)支持:


 當(dāng)前位置:
當(dāng)前位置:

 熱門推薦
熱門推薦

